内蒙古219 6.0双金属螺旋翅片管加工工艺流程解析
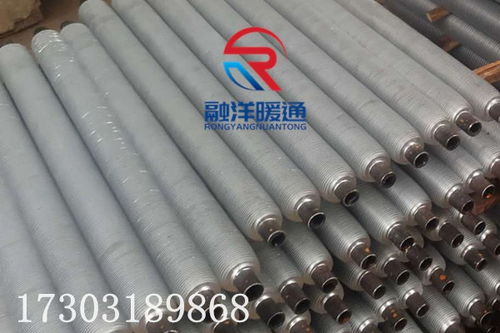
双金属螺旋翅片管是一种高效节能的换热元件,广泛应用于电力、化工、石油、冶金等行业的余热回收系统及换热设备中。其中,以碳钢管(或其他基管)为基体,外壁螺旋缠绕并高频焊接铝翅片的“内蒙古219 6.0”规格产品,凭借其优良的传热性能和抗腐蚀能力,成为市场上的常见型号。其加工工艺流程严谨而精密,确保了产品的最终质量和性能。以下是对该产品(基管外径219mm,壁厚6.0mm,外覆铝翅片)核心加工流程的详细解析:
1. 原材料检验与准备
- 基管处理:选用符合标准(如GB/T 8163)的优质无缝碳钢管,规格为Φ219×6.0mm。首先进行严格的入厂检验,包括尺寸公差、化学成分、力学性能和表面质量。检验合格后,根据订单长度进行切割,并对管端进行倒角处理,去除毛刺,以便于后续穿管和焊接。
- 铝带准备:选用特定牌号(如1050A或1060)的纯铝带或防锈铝合金带。铝带的宽度、厚度需根据设计的翅片高度和节距精确计算。同样需检验其化学成分、力学性能和表面光洁度。铝带通常以卷料形式供应,上机前需进行校直。
2. 基管表面预处理
- 为确保铝翅片与钢基管之间焊接的牢固性,必须彻底清除基管外表面的氧化皮、铁锈、油污及其他杂质。通常采用喷砂或抛丸处理,使钢管表面达到一定的清洁度和粗糙度(Sa2.5级),形成新鲜、活化的金属表面,极大增强焊接结合力。
3. 高频感应焊接螺旋翅片
- 这是整个工艺的核心环节。将预处理好的基管和铝带同时送入专用的高频螺旋翅片成型焊机。
- 缠绕与成型:铝带在机械导引下,以预先设定的恒定螺旋升角(即翅片节距)紧密缠绕在匀速旋转前进的基管外壁上。
- 高频焊接:在缠绕接触点,通过高频感应线圈产生的高频电流,瞬间集中在钢-铝接触的微小区域。利用钢材的电阻热远大于铝的特性,使钢管表层极薄区域迅速加热至塑性或微熔状态,同时铝带边缘也受热软化。在缠绕压力的共同作用下,铝翅片的根部与钢管表面实现牢固的冶金结合(原子间扩散结合)。此过程需精确控制电流、频率、压力和行进速度,确保焊接连续、均匀,无虚焊、过烧或翅片倒伏。
4. 在线检测与校正
- 焊接过程中,设有在线监测系统,实时检查翅片的节距、高度以及焊接的连续性。一旦发现异常,可及时调整工艺参数。焊接成型的翅片管在出机后,可能通过一组精整辊进行轻微校正,确保翅片螺旋线规整,管体直线度符合要求。
5. 定尺切割与端部处理
- 将连续生产的翅片管根据客户要求的定尺长度进行精准切割。切割后,对管端进行处理:通常将两端一定长度(如50-150mm)范围内的翅片切除,形成光滑的裸管端,便于后续在换热器中与管板进行焊接或胀接。切口需平整,无毛刺。
6. 成品检验与测试
- 外观检验:检查翅片管整体外观,翅片应连续、均匀、无缺损、无严重翘曲或倒伏,螺旋线清晰整齐。
- 尺寸检验:测量总长、翅片外径、翅片高度、节距等关键尺寸是否符合图纸要求。
- 结合力测试(关键项目):通常采用拉力试验法,抽样检查铝翅片与钢基管之间的抗拉脱力,确保其满足标准(如不低于某一规定值),这是衡量焊接质量的核心指标。
- 压力试验(可选):根据客户要求或标准,可能对基管进行水压或气压试验,检验其承压能力和密封性。
- 无损检测(可选):对于有严格要求的场合,可采用涡流检测等方法,对焊接结合线的连续性进行非破坏性检查。
7. 表面处理与防护
- 检验合格的产品,根据使用环境的不同,可能需要进行最后的表面处理。例如,在腐蚀性较强的环境中,可在翅片管整体(包括翅片)表面喷涂一层耐高温防腐蚀涂层(如有机硅耐热漆)。对于普通环境,通常进行清洁后即可。
8. 包装与入库
- 对成品进行妥善包装,防止运输过程中的磕碰损伤翅片。通常采用木箱或钢架捆扎包装,并附上产品标签、合格证及检验报告。最终入库,等待发运。
****:内蒙古219 6.0双金属螺旋翅片管的加工,是一条集机械成型、高频焊接冶金、精密控制于一体的连续生产线。其工艺精髓在于通过精准的高频能量控制,实现异种金属(钢与铝)之间高强度、低热阻的冶金结合,从而赋予产品卓越的传热效率、结构强度和耐腐蚀性能。每一道工序的严格把控,是保障这款高效换热元件在各类严苛工业环境中稳定运行的基础。
如若转载,请注明出处:http://www.trlygs.com/product/3.html
更新时间:2026-06-18 10:36:15









